

Earlier we briefly introduced the In-Line Galvanizing (ILG) process and its design that allows it to be integrated to existing tube manufacturing lines. This time, we want to answer questions about the process technology, specifically what ILG is and its basic fundamentals. Let us begin by introducing the different components that make up our Zinc-Tech™ process.
The Equipment & Technology
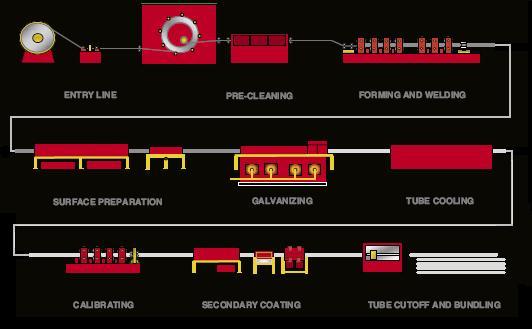
Our Zinc-Tech™ ILG process consists of five sub processes which are added to a traditional tube manufacturing line. These five segments are pre-cleaning, surface preparation, zinc application, tube cooling and finally secondary coating.
Pre Cleaning
A clean substrate is the foundation of any steel coating process and galvanizing is no exception. A steel surface not free of contaminants such as mill rolling or rust preventatives will compromise zinc adhesion and surface coverage. To maximize both of these properties we start with a pre-cleaning or strip washing system. For most steel surface conditions we can efficiently clean the steel surface without the use of harsh or environmentally sensitive chemicals. Further benefit of this surface cleaning is that downstream process chemicals are not contaminated by residual surface dirt or oils.
Surface Preparation
The surface preparation segment of the process is located after the forming mill and consists of a series of baths which removes any residual oxides which would prohibit proper application and adhesion of zinc to the substrate. By being installed directly into the line, the mill drives the tube through this operation thereby eliminating the transfer conveyors and massive tanks associated with hot dip galvanizing processes. This feature alone reduces chemical requirements of Zinc-Tech™ to less than 10% of those required by hot dip processes. Just one reason why Zinc-Tech™ represents the most environmentally friendly galvanizing process available. The final operation performed within the surface preparation segment is preheating of the tube prior to zinc application. To ensure proper adhesion and rapid formation of Zn/Fe alloys the steel substrate is elevated in temperature in just a matter of milliseconds by utilizing high efficiency electronic heating equipment.
Galvanizing
The galvanizing station stands at the heart of the Zinc-Tech™ process. This segment features a state of the art, high efficiency furnace that heats and maintains a reservoir of zinc at galvanizing temperature all while consuming minimal energy. Again, due to the continuous linear product flow the furnace heat load is stable and consistent. This results in much longer kettle life than hot dip methods which have extreme deviations in product load and heat requirements. A specially designed application trough is an integral component to the galvanizing furnace by which the tube is immersed into the molten zinc. Upon exiting the application the product passes through an apparatus which infinitely controls the weight of zinc deposition from 45 g/m² to over 250 g/m². Control of coating weight is possible through simple rapid adjustments while the line is in operation.
The inside of the tube will receive a corrosion resistant resin based coating which is baked-in and matches the usable lifetime of the tube's exterior surface.
Cooling
Post application of zinc the product remains at a relatively high temperature and the zinc surface is molten. To solidify the molten zinc and return the tube to pre-galvanizing ambient temperature the product is passed through a series of water filled chambers which control the rate of cooling to enhance surface appearance and adhesion properties. The product leaves this area of the process with a beautiful fully fused surface finish unattainable by alternative production methods
Secondary Coating
While zinc provides an excellent degree of protection compared to the steel substrate, its corrosion protective properties can be further improved by various secondary methods. Zinc hydroxide, an unstable form of zinc oxide which will immediately form on the zinc surface post cooling. The most basic method to prevent the formation of zinc hydroxide is to apply a solution which chemically alters the surface of the zinc making it more resistant to formation of zinc hydroxide. While these solutions provide excellent additional protection, long term corrosion performance can be further enhanced by application of either air dry, thermal cured or UV cured clear or tinted coatings. The end results are tubes with flawless, shiny finishes, capable of fulfilling even the highest customer requirements for quality and meeting more than expected international standards from any galvanizing process.
If you wish to receive a video link with the actual process in action, or would like to understand the entire process in detail, then please feel free to reach out at the below link.

