
Authored by Peter Chifo, Jr.
(A segment of this blog was originally published in The Fabricator)

Methods for Galvanizing Tubulars and Shapes
At present there are four production methods being employed to produce galvanized tubular products. Three of these are well known and only a brief description of each is provided. The fourth continuous process not being as widely known is presented in more detail.
Pre-Galvanized Strip with Metallized Weld Seam
This method utilizes pre-galvanized strip in lieu of un-coated steel strip. As the zinc coating is melted away at the weld seam during the welding process, a metallized spray is directed over the seam to provide corrosion protection. The inability to provide corrosion protection to the weld seam equal to that of the pre-galvanized strip makes this product susceptible to premature failure and is thereby practical for limited environments and usage. While this process requires minimal capital investment this is typically offset by the high cost of raw material which can be quite unstable due to wide fluctuations in balance of market supply and demand.
Electro-Deposition or Electroplating
This method transports tubulars or shapes produced off-line through the electroplating operation using a series of conveyors. By being a non-integrated system, this transport is commonly met with a number of transfers or pauses in material flow. Traditionally systems are designed to pass the product through a degreasing bath, rinsed, immersed in a pickling solution of either sulfuric or hydrochloric acid then rinsed once again. After the product surface has been sufficiently cleaned it passes by continuous transfer through the electroplating unit. This plating station includes a bath solution that acts as a transfer agent to enhance plating solution conductivity. Also contained with the plating unit is a series of anodes which when electrically charged by means of a high amperage, low voltage current allows the flow of zinc from the anode to the cathode, which in this case is the product to be coated. After exiting the electroplating station, coated tubing is again rinsed to remove residual plating solution and then dried in most cases by utilizing hot air. The semi-finished product is then ready for any subsequent surface coating operation.
Hot Dip Process
Hot dip galvanizing is similar to electroplating in that they are both non-integrated processes, but this is where the similarities end. While the electroplating process is a cold process, the hot dip process utilizes molten zinc for coating. With this method, formed and welded finished product lengths are transferred through cleaning and pickling operations prior to immersion into the molten zinc bath. The product is passed through and out of the bath via a star wheel, screw conveyor or magnetic roll unit. After exiting the bath, the product is subject to a series of air wipers which control coating thickness and surface condition on both the interior and exterior of the product. The coated length is then quenched and readied for further surface treatments.
Continuous or In-line Galvanizing Process
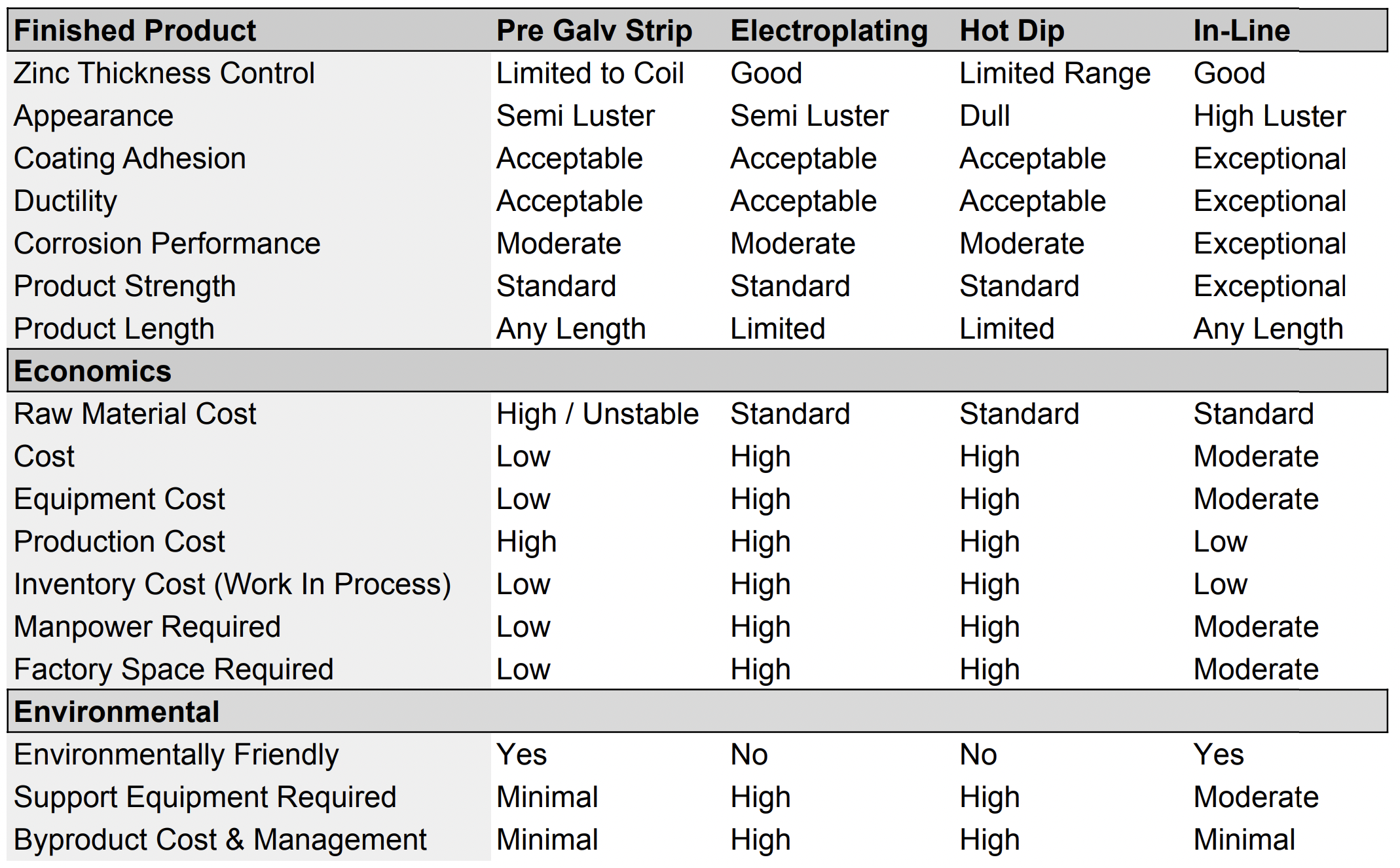
Today the most efficient, cost effective and versatile means of producing galvanized tubulars and shapes is accomplished utilizing the continuous or in-line process. As its name implies, the continuous process incorporates the galvanizing operations into the tube or pipe production line. Through this integration a manufacturer can transform coiled raw material to a galvanized finished product within seconds and completely eliminate work in process inventories and handling associated with other non-continuous or interrupted methods. For a summary comparison of the various processes used in the production of galvanized tubular products and shapes please refer to the following chart of characteristics and comparisons of galvanizing processes.
If you require additional informations on the above, please feel free to get in touch with us by clicking on the below button...

