
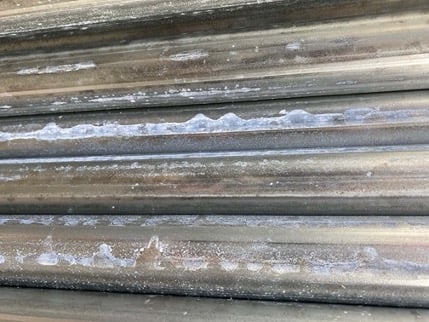
White rust which has formed on a zinc substrate presents itself in the form of a white powdery, chalk-like substance which permanently stains zinc surfaces. This staining negatively affects the appearance as well as the markets perceived value of high quality galvanized products.
From a chemical perspective, white rust is a compound known as Zinc Hydroxide. Zinc Hydroxide forms on the surface of galvanized tube when a stable oxide has not yet formed. This is further accelerated by the presence of water or absence of carbon dioxide in the form of air flow.
The most common occurrence of white rust staining is when tubes have surfaces where water can accumulate, or where tube surfaces come in contact with one another such as after the tubes have been bundled. Both of these are conditions where white rust will form. Additionally, condensation formed after a warm tube is stored in a cold environment results in water being trapped within the bundle which is apparent when the bundle is opened.
The good news is with proper process design white rust can be a thing of the past. Over the years formulation of chemical surface passivations, non-chromate based dry in place passivates, and secondary coatings have significantly improved the galvanized tubes resistance to white rust. These stable surface conditions, if allowed to form properly, will protect the tubes surface against white rust.
One such treatment is the application of chromic acid which when in contact with the tube surface chemically alters the zinc substrate. While there is no residual left behind, the chromic acid changes the zinc surface to a more noble composition within the galvanic series. In other words, the combination of zinc passivated with chromic acid results in a surface which is more cathodic than pure zinc. When properly applied and dried this option provides very good protection against white rust.
A second option and one that is preferred in locations where hexavalent chrome is heavily regulated is the use of a dry in place material. This is a two part chemical solution which uses a non-chromic acid as a passivate along with other elements which enhance protection to the zinc surface. Application is as with chromic acid but a heat source is required to dry the element left behind to actively protect the zinc surface.
The third alternative is the application of a thermal or UV curable secondary coating. Of the three alternatives this option provides the greatest degree of protection from white rust. Thermal coatings are applied and then cured by heat such as induction or IR. UV curable coating uses light to react with the photo initiator component of the coating to achieve cross linking and cure of coating resins. This provides an advantage over thermal cured processes because of the compact footprint required for installation.
We appreciate your interest in this blog content. To learn more about our solutions to white rust problems click here.
.jpg?width=631&name=P1010038%20(2).jpg)
(Superior Technologies Inc., UV Coating System)
